ПРОКА́ТНЫЙ СТАН
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:

ПРОКА́ТНЫЙ СТАН, машина или линия машин (агрегат) для обработки давлением (прокатки) металлов и др. материалов между вращающимися валками. Осн. элемент П. с., обеспечивающий изменение формы заготовки в результате пластич. деформации, – рабочая клеть. Клеть состоит из прокатных валков, подшипников, станины, механизма установки валков в заданное положение, проводок для направления (задачи) металла при входе и выходе из валков, устройств для передачи вращения от электродвигателя к валкам – редуктор, шпиндели, муфты (рисунки 1, 2). В линии П. с. устанавливают неск. клетей (черновых, чистовых), если в валках одной клети не удаётся расположить необходимое число калибров (ручьёв) для достижения требуемого изменения формы или обеспечить высокую производительность. В черновых клетях осуществляется максимально допустимое для обрабатываемого материала обжатие и в значит. степени формируется профиль проката, в чистовых – заключит. стадия прокатки. Линия П. с. включает также систему автоматич. управления станом и комплекс вспомогат. оборудования, предназначенного для выполнения разл. операций (транспортировки заготовки, задачи её в соответствующий калибр, правки, очистки поверхности, резки, смотки и размотки рулонов и др.).
П. с. различают: по числу валков в клети – дуо (двух-), трио (трёх-), кварто (четырёх-) и многовалковые; расположению валков в клети – горизонтальные, вертикальные (т. н. эджеры, применяемые для обжатия боковых поверхностей проката) и под углом к направлению подачи заготовки (в станах поперечной и винтовой прокатки); числу рабочих клетей – одно-, двух- (тандемы) и многоклетьевые; расположению клетей – линейные, непрерывные и полунепрерывные; типу привода – реверсивные и нереверсивные; температурным режимам прокатки; назначению (в т. ч. сортаменту изготавливаемой продукции) – обжимные и заготовочные (блюминги, слябинги, заготовочные сортовые, трубозаготовочные), сортовые (рельсобалочные, проволочные и др.), листовые – горячей прокатки (широкополосные, толсто- и тонколистовые) и холодной прокатки (листовые, ленто- и фольгопрокатные, плющильные), трубопрокатные, специальные (шаропрокатные, для зубчатых колёс и др.). Обжимные, заготовочные и сортовые П. с. характеризуются диаметром рабочих валков, листовые – длиной бочки валков, трубопрокатные – наружным диаметром труб.
Для горячей деформации крупных слитков используют заготовочные П. с.: слябинги – для прокатки плоских заготовок (слябов) и блюминги – для прокатки заготовок квадратного сечения (блюмов). Линии высокопроизводит. станов для горячей прокатки полос шириной до 2500 мм и более, толщиной 4–20 мм включают до 10–15 черновых и чистовых клетей кварто, неск. клетей с вертикальными валками и моталки для сматывания полосы в рулон. Ныне широко используются П. с., устанавливаемые непосредственно за машиной непрерывного литья (литейно-прокатный агрегат).
Историческая справка
Наиболее раннее описание устройства П. с. оставлено Леонардо да Винчи (1495). В 18 в. в П. с. ручной привод заменён водяным, в кон. 18 в. для привода П. с. стали применять паровые машины. В 19 в. построены первые непрерывные станы для изготовления проволоки, бесшовных труб, холодной прокатки листов. В 1897 в Германии для привода П. с. применён электродвигатель, в 1906 в г. Тршинец (ныне в Чехии) построен непрерывный П. с. с реверсивным электродвигателем для горячей прокатки листов. В США в 1923 создан первый непрерывный широкополосовой (листовой) стан, в 1930 освоена холодная прокатка труб. В сер. 20 в. в СССР построены П. с. разл. назначения, включая литейно-прокатные агрегаты, совмещающие операции непрерывного литья и прокатки в непрерываемом процессе.
-
 Рис. 1. Прокатные валки с гладкой (а) и калиброванной (б) бочкой: 1 – бочка (рабочая часть, непосредственно контактирующая с обрабатываемым материалом); 2 – шейка (для опирания валка на подшипник); 3 – приводной конец (через который валку передаётся вращение и крутящий момент).
Рис. 1. Прокатные валки с гладкой (а) и калиброванной (б) бочкой: 1 – бочка (рабочая часть, непосредственно контактирующая с обрабатываемым материалом); 2 – шейка (для опирания валка на подшипник); 3 – приводной конец (через который валку передаётся вращение и крутящий момент). -
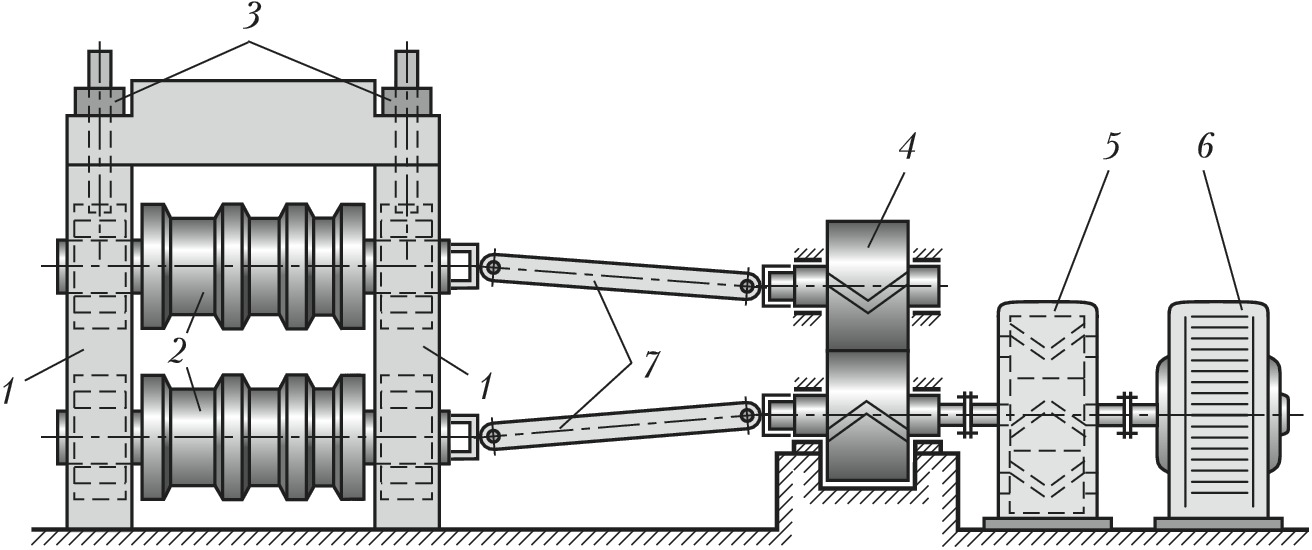
 Рис. 2. Схема основной линии прокатного стана: 1 – станины рабочей клети, прикрепляемые к фундаменту; 2 – прокатные валки; 3 – механизмы для регулирования зазора между валками; 4 – привод валков от электродвигателя; 5 – редуктор; 6 – шестерённая клеть для разделения крутящего момента между валками; 7 – шпиндели, передающие крутящий момент на валки.
Рис. 2. Схема основной линии прокатного стана: 1 – станины рабочей клети, прикрепляемые к фундаменту; 2 – прокатные валки; 3 – механизмы для регулирования зазора между валками; 4 – привод валков от электродвигателя; 5 – редуктор; 6 – шестерённая клеть для разделения крутящего момента между валками; 7 – шпиндели, передающие крутящий момент на валки.