ПРОКА́ТКА
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:
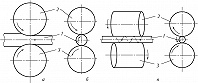
ПРОКА́ТКА, способ обработки материалов (преим. металлов, также стекла, термопластов и др.) давлением, при котором достигается изменение формы заготовки в результате обжатия между вращающимися валками прокатного стана. Металлич. продукция П. – прокат. В качестве исходных заготовок для П. металлов используют слитки, непрерывно-литые заготовки, слябы и блюмы, сутунки (кованые заготовки). Посредством П. получают как предварительно деформированные заготовки (напр., слябы, блюмы) для последующего передела, так и окончат. продукцию в виде листов и сортового проката – профилей постоянного и переменного сечения, проволоки, заготовок деталей машин (напр., колец, шаров) и др. Для изготовления сортового проката применяется продольная, поперечная и винтовая П. (рис.). Перечень выпускаемых прокатных профилей (с размерами) называют сортаментом проката.
В зависимости от темп-ры процесса различают П. горячую, тёплую и холодную. Горячая П. осуществляется при темп-рах выше темп-ры рекристаллизации деформируемого металла. Тёплая (нагрев ниже темп-ры рекристаллизации) и холодная (без нагрева) П. применяются после горячей деформации для получения проката с более чистой поверхностью, предпочтительной структурой и улучшенным комплексом физико-механич. свойств, а также в связи с быстрым охлаждением проката малой толщины при контакте с валками.
Листовой прокат, полученный горячей П., имеет толщину не менее 3–4 мм; более тонкие листы изготавливают холодной П. с применением межоперационной термич. обработки для повышения пластичности и очистки поверхности от окалины травлением, шлифовкой и др. способами. П. листового сортамента (в виде полос в рулонах) в осн. осуществляется на непрерывных станах с моталками.