ОГРА́НКА
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:
ОГРА́НКА, 1) технологич. процесс механич. обработки драгоценных и поделочных камней (самоцветов) для придания им формы многогранника. Первый этап О. – разделка камней на заготовки путём раскалывания или распиливания, второй – создание граней шлифованием, третий – полирование, придающее граням зеркальный блеск. 2) Форма, которую имеет камень после обработки (рис. 1).
О. придаёт эстетич. форму, выявляет природную красоту камня и специфические для него цвет, блеск, прозрачность, дисперсию света, плеохроизм и др., полностью или частично устраняет природные пороки (включения, трещины, выколы и др.). Исходное сырьё для изготовления самоцветов: природные и синтетич. прозрачные самоцветы с высоким показателем преломления и дисперсией света, обладающие твёрдостью, красивым цветом разл. оттенков (алмаз, изумруд, рубин, сапфир, шпинель, аквамарин, топаз, турмалин и др.); полупрозрачные и непрозрачные камни (рис. 2) с красивым цветом и достаточной твёрдостью (агат, сердолик, яшма, бирюза, малахит и др.), а также самоцветы с игрой цвета в отражённом свете (опал, лунный камень, перламутр и др.). Технологию О. определяют в зависимости от природной формы, размера кристаллов, их прозрачности и др., стремления максимально сохранить массу камня, учесть неравномерность распределения окраски, наличия включений, трещин и др. пороков. При О. стачивается от 20 до 50% массы исходного сырья. Форма камней может быть квадратной, прямоугольной, ромбовидной, овальной, грушевидной, сердцевидной, каплеобразной (для подвесок) – бриолет, панделок; эллипсовидной – маркиза или челночок, «маслина» или «оливка» и др. Виды и формы огранки самоцветов различны. Для прозрачных минералов наиболее распространены виды огранки: розой – от 12 до 72 боковых граней; простая полубриллиантовая от 12 до 32 боковых граней; бриллиантовая от 48 до 240 и более боковых граней. При такой О. минерал покрывается многочисленными плоскими поверхностями – фасетами. Бриллиантовая огранка (см. Бриллиант) придаёт камню макс. блеск и игру света (рис. 3). Для камней квадратной, прямоугольной, ромбовидной и др. форм применяется: ступенчатая О. (фасеты располагаются друг над другом, форма верхней площадки – многоугольник, боковые грани имеют форму трапеций или равнобедренных треугольников); О. клиньями (все верхние боковые и угловые грани – треугольные; четыре боковые грани комбинируются у каждого ребра верхней площадки, образуя при этом четыре четырёхгранные пирамиды с основаниями в виде трапеции) или смешанная. О. кабошоном (самый древний вид О., придаёт поверхности камня чечевицеобразную, выпукло-вогнутую или выпукло-плоскую форму) используется для обработки непрозрачных или полупрозрачных минералов – бирюзы, лазурита, опала, лунного камня, а иногда и прозрачных, имеющих природные пороки, – сапфира, изумруда и др.

Отличит. особенность большинства подвергаемых огранке минералов – их высокая твёрдость, что обусловливает применение почти на всех этапах обработки алмазного инструмента. О. алмазов при изготовлении бриллиантов производится на чугунном диске (планшайбе), шарожированным алмазным порошком, с помощью квадранта и многочисл. приспособлений, позволяющих наносить грани под строго определёнными углами. При О. минералов-самоцветов грани наносятся на гранильном станке, имеющем приспособление для отсчёта граней (квадрант-угломер). Для полировки самоцветов применяются планшайбы (круги) из сплавов олова и свинца, поверхность которых насекается заточенной стальной пластинкой. Риски, полученные путём насечки, задерживают полировальный порошок от сбрасывания во время вращения планшайбы. Полировальный порошок подбирается в зависимости от твёрдости обрабатываемого минерала; это – оксиды хрома, железа, алюминия, трепел и др.
О. самоцветов для ювелирных изделий (кабошоном) применялась уже в 3-м тыс. до н. э. (Древний Египет, государства Двуречья). В античный период и в раннем Средневековье О. заключалась гл. обр. в полировке естеств. граней алмаза. Первое наиболее крупное обобщение «О полировке драгоценных камней», выполненное в Европе Теофилом, относится к 1100. В 12–13 вв. в Европе появились шлифовальные мельницы. О. алмазов начали заниматься в 14 в. в Венеции; в 1456 в Голландии изобрели гранильный станок, там же впервые применили для О. алмазов алмазный порошок, затем во Фландрии в 15 в. была изобретена бриллиантовая огранка. До этого времени алмазным порошком лишь полировали естеств. грани кристаллов алмаза или покрывали его многочисленными беспорядочно расположенными мелкими гранями. В России до 18 в. осн. вид О. – кабошоном. Развитие искусства О. связано с созданием в 1725 Петергофской гранильной фабрики (по указу Петра I) и в 1751 Екатеринбургской камнерезной и шлифовальной фабрики. В 19 и 20 вв. процесс О. механизируется, появляются новые, более совершенные станки, приспособления и инструменты. Для технич. целей из высокотвёрдых природных и искусственных минералов изготавливают разл. инструменты (резцы, свёрла, волоки, фильеры, детали к точным приборам, стеклорезы и др.). В кон. 20 – нач. 21 вв. разработаны математич. модели и компьютерные программы О., способные существенно увеличить эффективность труда ювелиров; это поможет разработать новые варианты О., избежать экспериментирования методом проб и ошибок на дорогостоящем реальном материале.
-
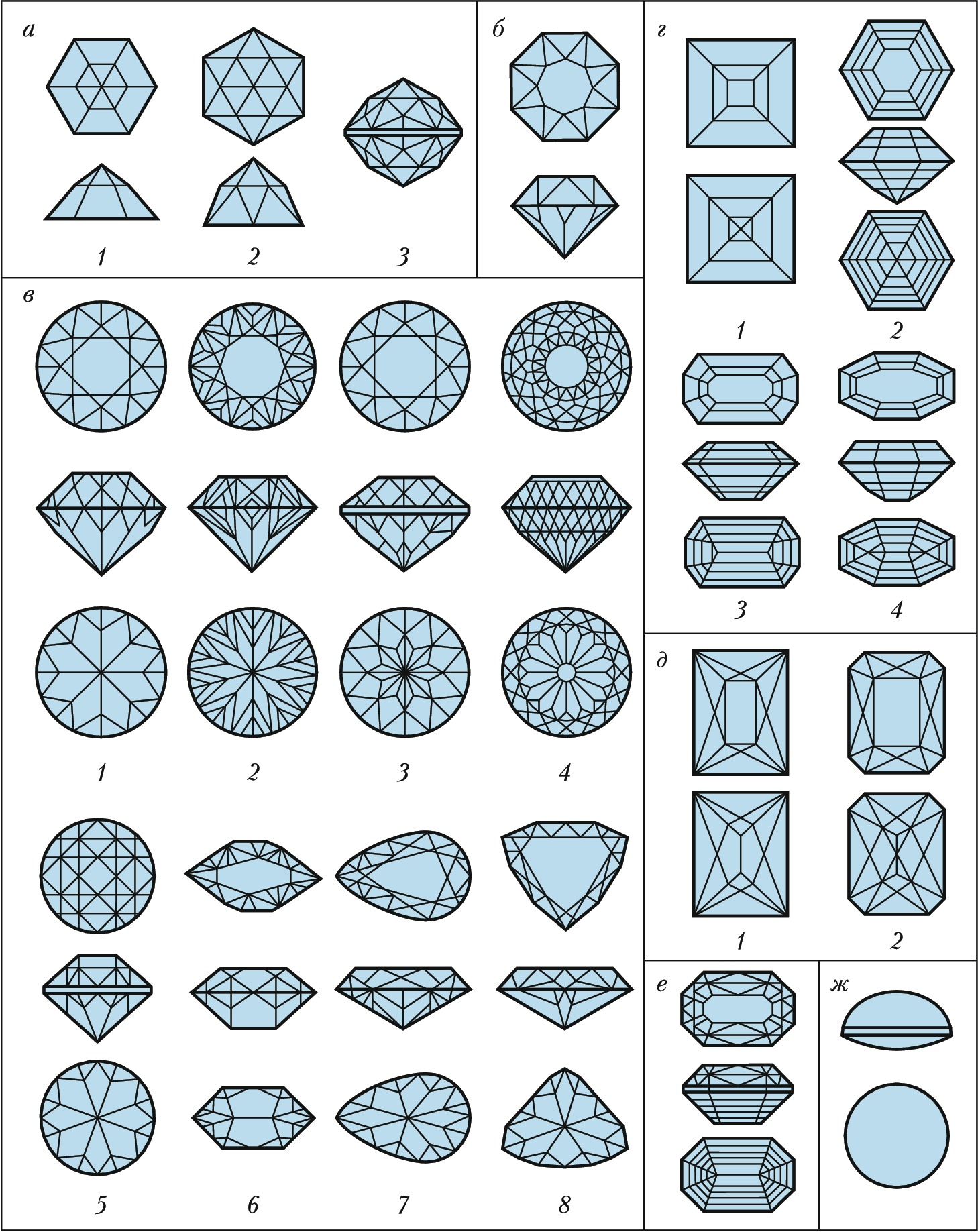
 Рис. 1. Виды и формы огранки самоцветов: а – розой с числом граней 12 (1), 18 (2), 72 (3); б – полубриллиантовая; в – бриллиантовая с числом граней 56 (1, 6, 7, 8), 100 (2), 72 (3, 5), 240 (4); г – ступенчатая с числом граней 20 (1), 48 (2, 4), 44 (3); д – клиньями с числом граней 32 (1), 44 (2); е – смешанная (88 граней); ж – кабошоном.
Рис. 1. Виды и формы огранки самоцветов: а – розой с числом граней 12 (1), 18 (2), 72 (3); б – полубриллиантовая; в – бриллиантовая с числом граней 56 (1, 6, 7, 8), 100 (2), 72 (3, 5), 240 (4); г – ступенчатая с числом граней 20 (1), 48 (2, 4), 44 (3); д – клиньями с числом граней 32 (1), 44 (2); е – смешанная (88 граней); ж – кабошоном. -
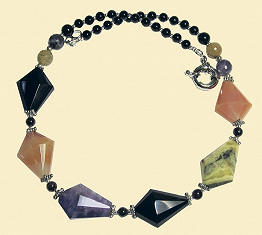
 Рис. 2. Колье из самоцветов.
Рис. 2. Колье из самоцветов. -
 Рис. 3. Голубой бриллиант, огранённый в форме сердца.
Рис. 3. Голубой бриллиант, огранённый в форме сердца.