ПРЕСС
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:
ПРЕСС (франц. presse, лат. presso – давить, жать), машина для обработки материалов давлением с неударным (статическим) приложением усилия. Позволяет обрабатывать давлением материалы с повышенной чувствительностью к скорости деформации, в отличие от молотов, оказывающих динамич. (ударное) силовое воздействие.
П. широко применяются в металлообрабатывающей пром-сти для выполнения прессования, ковки, объёмной и листовой штамповки, чеканки, калибровки, прошивки отверстий, запрессовки и распрессовки при сборке и ремонте конструкций, брикетирования, испытаний физико-механич. свойств металлич. и неметаллич. материалов, а также при изготовлении изделий из пластич. масс, резины, древесины. В пищевой пром-сти П. используют в произ-ве растит. масел, соков и др. продуктов. С применением П. выполняются типографские операции (печатание, переплетение).
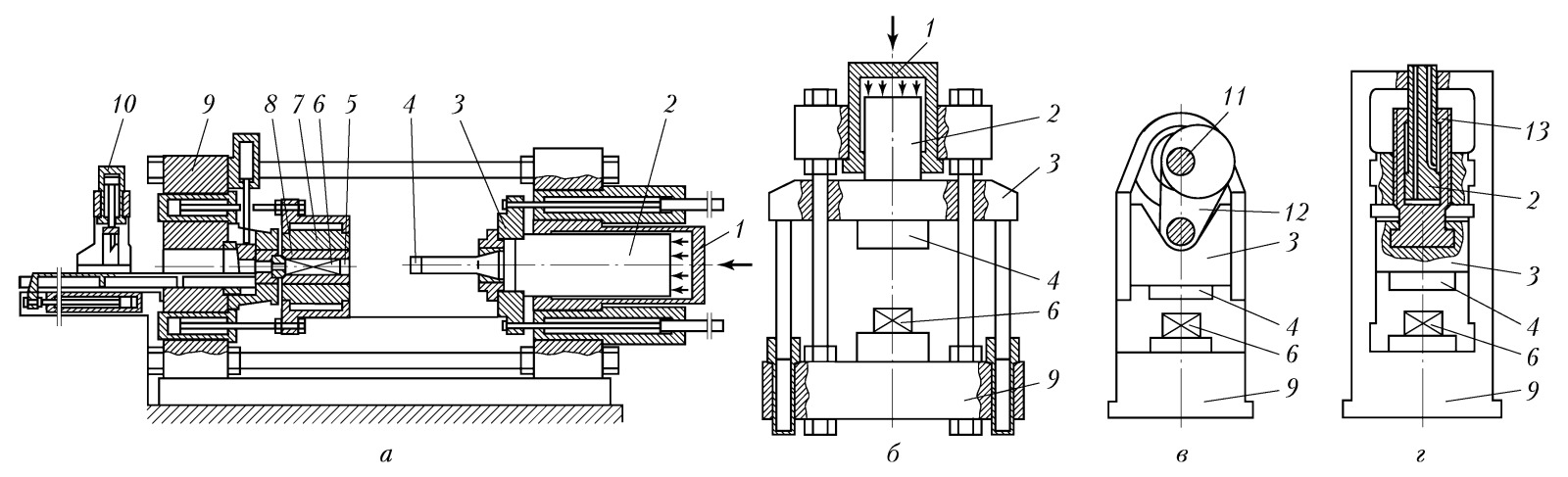
Осн. характеристики П., определяющие их технологич. возможности, – назначение (вид выполняемых операций), тип привода (энергоносителя), номинальное усилие, скорость и направление движения подвижного элемента (траверсы или плунжера, ползуна) формообразующего инструмента, размеры стола, открытая и закрытая высота (расстояние между столом и крайним верхним или нижним положением подвижной траверсы соответственно), габаритные размеры. Формоизменение деформируемого материала на П. достигается применением прессовой оснастки, включающей контейнер, матрицу, пресс-штемпель, пресс-шайбу, иглу, штамп, пресс-форму, боёк, плиту и пр. По типу привода различают гидравлич., механич. (кривошипные, винтовые) и гидромеханич. (гидровинтовые) П. (рис.).
В гидравлич. П. перемещение подвижного элемента осуществляется давлением жидкости (воды, масла, водно-масляной эмульсии), поступающей в цилиндр от индивидуального насосного привода либо от насосно-аккумуляторной станции, обслуживающей группу П. Гидравлич. П. изготавливаются в разл. конструктивном исполнении – 2- и 4-стоечные, с верхней и нижней подвижной траверсой, с вертикальным или горизонтальным движением траверсы. Вертикальные гидравлич. П. применяются для ковки и штамповки, горизонтальные – для изготовления длинномерных прутков, труб, профилей. Ковочные гидравлич. П. предназначены для изготовления изделий простой формы (поковок) с использованием в качестве инструмента гладких бойков и плит, штамповочные – для изготовления изделий (максимально приближенных по форме и размерам к окончат. параметрам детали) с применением штампов в качестве формообразующего инструмента. При изготовлении изделий из металлич. и неметаллич. материалов в качестве формообразующего инструмента используются штампы и пресс-формы. Для изготовления штамповок сложной формы с внутр. полостями применяются многоплунжерные гидравлич. П. с вертикальным и горизонтальным движением. Разработаны конструкции П., которые позволяют в широких диапазонах изменять усилие и скорость движения плунжера по заданной программе, что обеспечивает возможность проводить процесс формообразования изделия в изотермич. условиях при оптимальных для обрабатываемого материала термомеханич. параметрах. Гидравлич. П. (по сравнению с др. типами П.) достигают значит. усилий; наиболее крупные из них развивают усилие до 750 МН.
В кривошипных П. возвратно-поступательное движение ползуна достигается в результате преобразования вращательного движения коленчатого вала или эксцентрика от электродвигателя посредством кривошипного механизма. Наиболее крупные кривошипные П. развивают усилие до 100 МН. Кривошипные П. с горизонтальным движением ползуна называют горизонтально-ковочными машинами.
В винтовых П. движение ползуна достигается с помощью шпинделя с несамотормозящейся резьбой, который приводится во вращение либо от электродвигателя через фрикционную передачу (фрикционные П.), либо давлением жидкости (гидровинтовые П.). Винтовые П. изготавливаются с усилием до 355 МН.
Для изготовления изделий с оребрением и рифлением огранич. высоты применяются термоупругие П., рабочий ход в которых достигается в результате термич. расширения при нагреве плунжера.
Историческая справка
До 16 в. в осн. применялись винтовые П. с ручным приводом в разл. ремёслах (маслоделие, виноградарство, переплётное и печатное дело), в кон. 17 – нач. 18 вв. – для обработки металлов давлением, в частности для чеканки монет и медалей, а затем для штамповки. В кон. 18 в. появились гидравлич. П. Англ. механик Дж. Брама сконструировал П. (патент 1795), состоящий из цилиндра с поршнем, в который с помощью насоса перегонялась вода, перемещавшая поршень. Для создания герметизации и обеспечения нужного давления Г. Модсли предложил самоуплотняющуюся манжету для поршня. Гидравлич. П. стали применять для выполнения разл. тяжёлых работ (напр., для разрезания металлич. полос, извлечения плотинных свай, корчевания деревьев), а также в с. х-ве – для пакетирования сена, получения виноградного сока, отжима масла. В 1820 англ. инж. Т. Бурр построил гидравлич. П. для прессования бесшовных свинцовых труб. К сер. 19 в. гидравлич. П. использовали для выдавливания (экструдирования) металла и ковки заготовок с применением бойков и штампов.
В 1859–61 англ. инж. Дж. Газвелл сконструировал гидравлич. П. для штамповки деталей с применением мощной паровой машины двойного действия с горизонтальными цилиндрами. Высокое давление (ок. 400 ат) создавалось благодаря значит. разнице между диаметрами парового и гидравлич. цилиндров. В 1875 Дж. Витворт создал мощный гидравлич. П. (патент 1875), который с 1884 применялся для ковки орудийных стволов, в произ-ве броневых плит, крупных валов. В 1-й пол. 20 в. конструкции крупных гидравлич. П. созданы в Германии, Франции и др. странах, в 1950–60-х гг. в СССР построен самый мощный П. с усилием 750 МН. Ведутся разработки гидравлич. П. с усилием до 2500 МН.
-
 Принципиальные схемы прессов: а – гидравлический горизонтальный; б – гидравлический вертикальный; в – кривошипный; г – гидровинтовой; 1 – рабочий цилиндр; 2 – плунжер; 3 – ползун; 4 – пресс-штемпель; 5 – пресс-шайба; 6 – заготовка; 7 – контейнер; 8 – матрица; 9 – станина; 10 – ножницы; 11 – кривошипный вал; 12 – шатун; 13 – шпиндель.
Принципиальные схемы прессов: а – гидравлический горизонтальный; б – гидравлический вертикальный; в – кривошипный; г – гидровинтовой; 1 – рабочий цилиндр; 2 – плунжер; 3 – ползун; 4 – пресс-штемпель; 5 – пресс-шайба; 6 – заготовка; 7 – контейнер; 8 – матрица; 9 – станина; 10 – ножницы; 11 – кривошипный вал; 12 – шатун; 13 – шпиндель.