НЕПРЕРЫ́ВНАЯ РАЗЛИ́ВКА СТА́ЛИ
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:
НЕПРЕРЫ́ВНАЯ РАЗЛИ́ВКА СТА́ЛИ, осуществляется на спец. агрегате при непрерывном поступлении жидкого металла в водоохлаждаемый кристаллизатор с одновременным непрерывным вытягиванием из него формирующегося слитка (непрерывно-литой заготовки). Способ получения продукции непосредственно из жидкого металла (т. н. бесслитковая прокатка) предложен Г. Бессемером в 1855, но не был реализован из-за технич. трудностей. Более перспективным оказался метод получения из жидкого металла промежуточной заготовки посредством отливки через водоохлаждаемую форму (изложницу) – кристаллизатор. Стальная заготовка таким методом впервые получена З. Юнгансом (Германия) в 1939. Непрерывная разливка позволила организовать высокопроизводит. процесс произ-ва заготовок, по профилю и размерам пригодных для непосредств. использования их на соответствующих прокатных станах. При Н. р. с. улучшается качество заготовок и значительно повышается (на 12–25%) выход годного металла из жидкой стали, а также экономится энергия (на 85% сокращается расход условного топлива на нагрев под прокатку), создаются условия для полной механизации и автоматизации процесса разливки стали, улучшаются условия труда и снижается загрязнение окружающей среды.
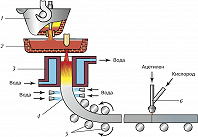
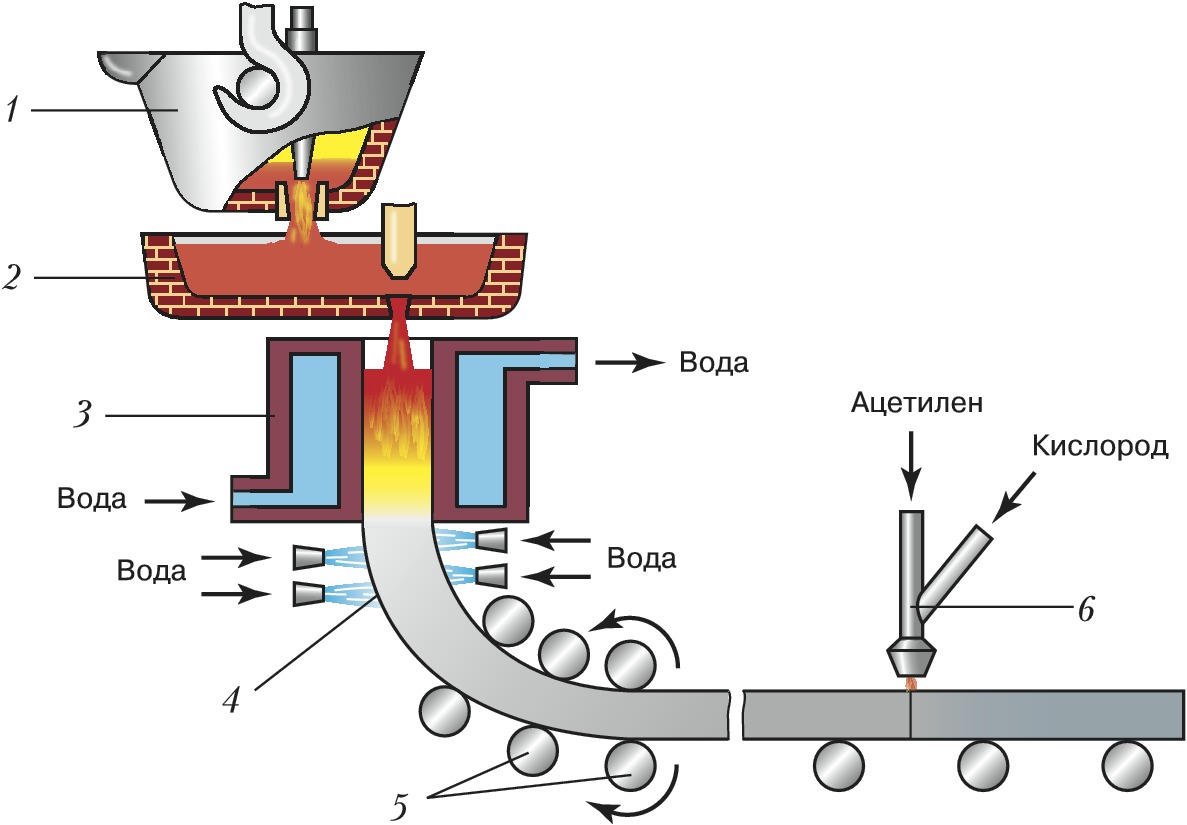
Основные технологич. элементы и узлы агрегата, т. н. машины непрерывного литья заготовок (МНЛЗ; др. название – установка непрерывной разливки стали, УНРС), включают: сталеразливочный стенд, промежуточный ковш, кристаллизатор, механизм возвратно-поступательного движения кристаллизатора, опорные элементы и устройство зоны вторичного охлаждения (ЗВО), механизмы для транспортировки слитка, ввода и уборки затравки, устройство резки слитка (на заготовки мерной длины), устройства транспортировки заготовок к прокатному цеху, а также оборудование для подачи воды (в кристаллизатор, зону вторичного охлаждения и на охлаждение элементов агрегата), твёрдой и жидкой смазки (в кристаллизатор), электрооборудование, средства контроля и автоматизации (см. рис. на стр. 478).
При подготовке агрегата в кристаллизатор вводится временное дно, т. н. затравка (конец которой находится в зацеплении с тянущим устройством). Сверху в кристаллизатор непрерывно подаётся жидкий металл в таком количестве, чтобы его уровень был постоянным в процессе всей разливки. По мере наполнения кристаллизатора металл затвердевает у стенок кристаллизатора и у затравки. Для образования прочной оболочки (корки металла) стенки кристаллизатора, изготавливаемые из обладающего высокой теплопроводностью материала, интенсивно охлаждаются водой. Для предохранения от окисления поверхности металла создают нейтральную или восстановит. атмосферу, а для уменьшения трения между коркой металла и стенками кристаллизатора, предотвращения смачивания стенок жидкой сталью вводят твёрдую или жидкую смазку в виде разл. масел, углеводородов или теплоизолирующих шлаковых смесей. Наряду с этим, для предотвращения разрыва оболочки и её прилипания к стенкам кристаллизатора последний совершает возвратно-поступательное движение (качание) с помощью спец. механизмов. Частично затвердевший металл – твёрдая оболочка с жидкой сердцевиной – тянущим устройством вытягивается (с заданной скоростью) из кристаллизатора в ЗВО, где происходит её полное затвердевание. Охлаждение в ЗВО обычно осуществляется орошением поверхности слитка водой, расход которой зависит от разливаемой марки стали и скорости вытягивания слитка.
МНЛЗ подразделяют в зависимости от расположения технологич. оси (воображаемой линии, совпадающей с осью непрерывно-литой заготовки) на вертикальные, криволинейные (с изгибом слитка), радиальные и горизонтальные. По типу (форме и сечению) получаемой заготовки различают слябовые, блюмовые и сортовые МНЛЗ. Отливаемые на слябовых машинах заготовки имеют форму поперечного сечения в виде прямоугольника с соотношением длинной стороны к короткой более 3, на блюмовых и сортовых МНЛЗ – заготовки в виде круга, квадрата или прямоугольника с малым отношением сторон. Заготовки с размером стороны более 200 мм обычно называются блюмами, с меньшим размером – сортовыми заготовками.