ЛИТЬЁ
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:
ЛИТЬЁ, получение изделий (отливок) в результате заливки в форму расплавленных (металлы и сплавы, горные породы, керамич. материалы) или размягчённых до вязкотекучего состояния (пластмассы, компаунды, резиновые смеси и др.) материалов, которые после затвердевания приобретают конфигурацию внутр. полости формы. Для Л. металлич. изделий применяют литейные формы, для изделий из полимерных материалов – формы, называемые литьевыми. Л. позволяет получать изделия (которые часто также называют Л.) практически любой сложной конфигурации с миним. припусками на обработку (напр., резанием), а также высокими эксплуатац. свойствами. Развитие технологий Л. исторически связано с изготовлением металлич. изделий, для получения которых разработано св. 50 способов; некоторые из них рассмотрены ниже.
Технология литья
представляет собой сложный комплекс последоват. технологич. процессов: изготовление литейной формы и литейных стержней, заливка расплавленного металла (сплава) в литейную форму через каналы литниково-питающей системы, извлечение охлаждённой отливки из формы; затем, после удаления литниковой системы, отливку направляют на очистку, механич. обработку (если необходимо) и контроль. Изготовлению литейной формы предшествует длительная стадия, включающая математич. расчёт и разработку чертежей отливки, литейной модели (если при Л. предусматривается использование модели), литейных стержней, а также изготовление модели и стержней. Математич. расчёт и разработка чертежей могут выполняться при помощи компьютерного моделирования. Для Л. используются: чугун – серый, ковкий и легированный; сталь – углеродистая и легированная; цветные металлы и их сплавы – медные, алюминиевые, цинковые, магниевые и др.
В литейных процессах поведение металлов и сплавов определяется их литейными свойствами, наиболее важные среди них: жидкотекучесть, малая усадка при кристаллизации, небольшая ликвация. Литейные свойства зависят гл. обр. от темп-ры и химич. состава расплава. Жидкотекучесть – способность расплавленного металла заполнять самые тонкие части форм. Усадка – уменьшение объёма (линейных размеров) металла при кристаллизации; при большой усадке в отливках возникают внутр. напряжения, которые могут привести к образованию трещин, а также усадочных раковин, рыхлости в местах позднего застывания металла. Ликвация возникает при кристаллизации в результате перемещения легкоплавких составляющих сплава в наиболее массивные части отливки; заметно ухудшает качество отливок. Скорость охлаждения расплава, размер и конфигурация отливки существенно влияют на тепло- и массообмен, полноту протекания диффузионных процессов по фронту кристаллизации.
Для расплавления применяется плавильное оборудование, в осн. электрич. печи; выплавку сплавов цветных металлов проводят также в тиглях, электрич. печах сопротивления и др. В зависимости от технологии изготовления отливок плавильные печи разделяются на вакуумные и открытые. Вакуумные печи состоят из вакуумной камеры, в которой расположены плавильный узел с индуктором, печи подогрева форм, устройства для установки холодной формы или изложницы. Печи оснащены вакуумными насосами, системой водяного охлаждения узлов и агрегатов печи, а также системами электронного обеспечения и управления. Вакуумные печи позволяют производить также выплавку в защитной атмосфере (инертные газы: аргон, азот и др.).
Печи для открытой выплавки подразделяются на газовые, индукционные и дуговые. В газовых печах расплавление металла происходит за счёт тепловой энергии, выделяющейся при горении природного газа. Газовые печи применяются только для материалов с относительно невысокой темп-рой плавления (напр., для литья алюминиевых и магниевых сплавов); индукционные и дуговые печи – для Л. преим. чугунов и сталей. В индукционных печах при плавке происходит активное перемешивание расплава за счёт электромагнитных полей, создаваемых индуктором, что способствует получению равномерного химич. состава сплавов и отсутствию ликвации. Дуговые печи, как правило, изготовляются большой ёмкости (для выплавки за 1 цикл св. 1000 кг). Плавка в дуговых печах происходит быстрее, чем в индукционных. Однако в дуговых печах может происходить выгорание легкоплавких легирующих элементов сплава, т. к. в процессе расплавления в зоне горения дуги темп-ра очень высокая.
Способы Л. многообразны, поскольку невозможно одинаковыми методами изготовлять отливки, различающиеся по размерам, сложности конфигурации, свойствам применяемых сплавов и назначению. Существует неск. способов заливки металла в формы: свободная заливка – металл занимает форму под действием гравитац. сил; заливка во вращающуюся форму – металл занимает форму под влиянием центробежной и гравитац. сил; заливка давлением (с применением литейных машин), заливка вакуумным всасыванием и др.
Л. в разовые песчаные (песчано-глинистые) формы – наиболее простой и распространённый способ, который применяется для изготовления заготовок любых размеров и конфигурации из разл. сплавов. Однако данные отливки не отличаются чистотой поверхности и точностью размеров. В связи с этим широкое распространение получили спец. способы Л. (по выплавляемым моделям, в кокиль, в оболочковые формы, под давлением, центробежное, вакуумное и др.), т. н. способы точного Л., которые позволяют получать отливки повышенной точности, с чистой поверхностью, миним. припусками на обработку, а иногда и полностью исключающие её. Получение отливок этими способами осуществляется на автоматизир. или автоматич. литейных установках и линиях, которые отличаются (в сравнении с Л. в песчаные формы) меньшими материало- и энергоёмкостью и трудозатратами.
Способ Л. по выплавляемым моделям в оболочковой форме, рабочая полость которой образована удалением литейной модели выплавлением (отсюда и назв. способа), выжиганием или растворением. Способ обеспечивает получение сложных по форме отливок массой от нескольких г до десятков кг, со стенками толщиной от 0,5 мм и более, с чистой поверхностью и с высокой точностью размеров по сравнению с др. способами литья. Размеры отливок, полученных этим способом, максимально приближены к размерам готовой детали. Этот способ Л., являясь одним из древних, нашёл широкое пром. применение; этим методом изготовляют худож. отливки, ювелирные изделия, зубные протезы и др. изделия.
Широкое распространение в пром-сти получили способы Л. в многократные металлич. формы, к ним относятся: Л. в кокиль, центробежное Л., Л. под давлением, Л. в вакууме и др. При Л. в кокиль (кокильное литьё) заполнение формы расплавом и его затвердевание происходят без к.-л. внешнего воздействия на жидкий металл, а лишь под действием силы тяжести. Осн. операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200–300 °C, покрытие рабочей полости новым слоем облицовки, простановка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление полученной отливки. В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов; процесс особенно эффективен для алюминиевых и магниевых сплавов (имеющих относительно невысокую темп-ру плавления), поэтому один кокиль можно использовать до 10000 раз.
Л. центробежное, при котором расплавленный металл подвергается действию центробежных сил. Заливаемый металл отбрасывается к стенкам формы и, затвердевая, образует отливку. Этот способ Л. широко распространён в пром-сти при изготовлении пустотелых отливок со свободной поверхностью – чугунных и стальных труб, колец, втулок, обечаек и пр. В зависимости от положения оси вращения форм различают горизонтальные и вертикальные литейные центробежные машины. Горизонтальные машины наиболее часто применяют при изготовлении труб. При получении отливок на машинах с вертикальной осью вращения металл из ковша заливают в форму, укреплённую на шпинделе, приводимом во вращение электродвигателем. Центробежная сила прижимает металл к боковой цилиндрич. стенке. Форма вращается до полного затвердевания металла, после чего её останавливают и извлекают отливку. Сложные внутр. стенки отливки выполняют при помощи стержней. Стенки форм для отливок со сложной наружной поверхностью покрывают формовочной смесью, которую уплотняют роликами, образуя необходимый рельеф. Отливки, изготовленные методом центробежного Л., по сравнению с отливками, полученными др. способами, обладают повышенной плотностью во внешнем слое.
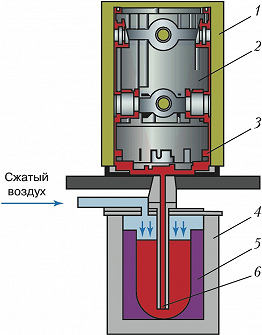
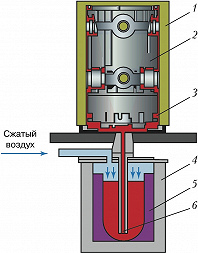
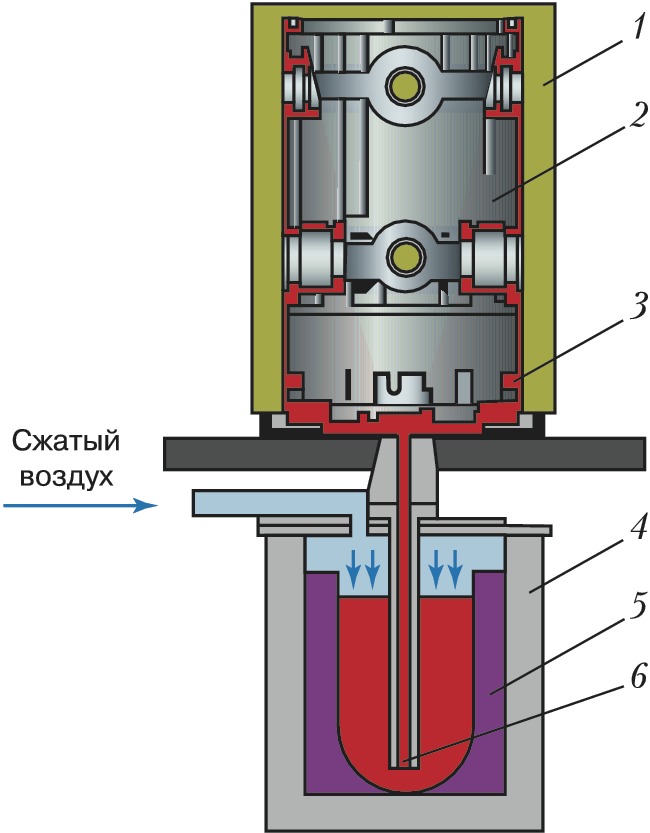
Л. под низким давлением начинается с нагнетания сжатого воздуха в плавильную печь (рис.). По подъёмной трубе расплавленный металл через литники попадает в форму. Давление в печи создаётся спец. системой. Несоблюдение оптимального режима (колебание давления) ведёт к «качанию» уровня металла в форме, вызывающему образование в изделии усадочных раковин, возникновение недоливов или неспаев, что равнозначно получению некачественной отливки (браку). Устройство регулирования давлением (благодаря пропорционально-клапанной системе) обеспечивает управляемое бестурбулентное наполнение формы, что является существенным преимуществом по сравнению с гравитац. способом (даже с усовершенствованной системой литниковых каналов).
При Л. под высоким давлением (до 200 МПа) применяются пресс-формы, которые металл заполняет с большой скоростью, приобретая очертания отливки. Оформляющая полость формы соответствует наружной поверхности отливки с учётом факторов, влияющих на размерную точность. Кроме того, в пресс-форму входят подвижные металлич. стержни, образующие внутр. полости отливок, и выталкиватели. Л. производят на литейных машинах с холодной и горячей камерами прессования. Этот способ используется гл. обр. для алюминиевых, магниевых, цинковых и (реже) медных сплавов. Отливки получают с высокой точностью и малой степенью шероховатости; механич. обработка отливок незначительная или вообще не нужна. Стоимость пресс-форм высокая, поэтому Л. под давлением применяют в массовом произ-ве с получением до тысячи отливок.
Вакуумное Л., процесс, при котором заполнение жидким металлом полости литейной формы ведётся в вакууме; принудительное заполнение формы металлом сопровождается полным удалением из неё газов, что позволяет получать тонкостенные, плотные и высококачественные отливки. Применяются разл. способы: вакуумное всасывание металла в форму, расположенную над расплавом, после чего кристаллизация происходит при атмосферном или повышенном давлении; вакуумное всасывание металла с использованием металлостатич. давления (форма расположена под металлом); Л. в вакууме под давлением (в машине для Л. под давлением при помощи вакуумированных пресс-форм); вакуумно-центробежная заливка и др. Способ находит большое распространение в сочетании с вакуумной плавкой для произ-ва фасонных отливок из спец. сталей и сплавов.
Широкое распространение также получило непрерывное Л. металлов и сплавов – процесс получения слитков и заготовок, основанный на равномерном перемещении металла относительно зон заливки и кристаллизации. При этом литейная форма может быть неподвижной или закономерно перемещаться (возвратно-поступат. движение с небольшой амплитудой, вращение, движение по замкнутой кривой ограниченной длины). При этом способе Л. равномерные скорости подачи жидкого металла, его кристаллизации и удаления готовой отливки обеспечивают постоянство состава, строения и свойств металла по всей длине отливки. В зависимости от формирующих отливку устройств различают непрерывное Л. в кристаллизатор, валки, жёлоб (ручей), между движущимися лентами. Наиболее распространено Л. в металлич. кристаллизатор, которое применительно к произ-ву стали получило назв. непрерывной разливки стали. Способом непрерывного Л. отливают слитки алюминиевых и магниевых сплавов, а также б. ч. слитков тяжёлых цветных сплавов.
См. также Каменное литьё, Литьё художественное.
Историческая справка
Самые древние изделия (заготовки бусин, пластинчатых накладок и подвесок, рыболовных крючков и др.), отлитые из самородной меди в открытых формах и обработанные горячей ковкой, обнаружены при раскопках памятников «докерамического неолита» Ближнего Востока, датированных кон. 8-го – 7-м тыс. до н. э. (Магзалия, Чайеню-Тепези, Чатал-Хююк и др.). Л. в разъёмные и составные каменные формы (орудия труда, оружие, украшения, предметы религ. культа и др.) зарождается в энеолите Юго-Вост. Европы в системе Балкано-Карпатской металлургической провинции (5–4-е тыс. до н. э.). Л. в закрытые каменные, глиняные и металлич. формы и по выплавляемым моделям распространяется в раннем бронзовом веке в системе Циркумпонтийской металлургической провинции, достигая расцвета в Старом Свете в позднем бронзовом (2-е – нач. 1-го тыс. до н. э.) и раннем железном веках. Технология Л. широко применялась в Средневековье.
В России в 1479 построен первый литейный завод – «пушечная изба» (Москва). В царствование Ивана IV созданы литейные заводы в Туле, Кашире и др. городах; при Петре I – литейные заводы на Урале, на юге и севере Рос. государства. Одна из самых крупных отливок в мире, изготовленная в 1873 на Пермском заводе, – шабот (нижняя часть, воспринимающая удар) парового молота (650 т). Известно мастерство литейщиков старых рус. заводов – Каслинского, Путиловского, Сормовского, Коломенского и др. До 19 в. при Л. использовали ранее накопленный многовековой опыт мастеров. Лишь в нач. 19 в. были заложены теоретич. основы литейной технологии. В работах рос. учёных П. П. Аносова, Н. В. Калакуцкого и А. С. Лаврова, Д. К. Чернова впервые научно объяснены процессы кристаллизации, возникновения ликвации и внутр. напряжений в отливках, намечены пути к повышению качества отливок.