КОНТА́КТНАЯ СВА́РКА
-

Рубрика: Технологии и техника
-

-

Скопировать библиографическую ссылку:

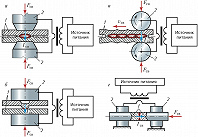
КОНТА́КТНАЯ СВА́РКА, осуществляется нагревом металлов при протекании электрич. тока в зоне контакта сдавливаемых (под действием внешней механич. силы) деталей. При К. с. детали собирают внахлёстку или встык, сжимают с силой $F_{св}$ электродами, к которым подключён источник электрич. энергии. По виду сварного соединения различают К. с.: точечную, при которой сварное соединение (точка) получается между торцами электродов, подводящих ток и передающих усилие сжатия; рельефную – сварное соединение образуется на отд. участках, обусловленных формой поверхности одной из свариваемых деталей; шовную – сварка листов (деталей), перемещающихся со скоростью $v_{св}$, происходит между вращающимися дисковыми электродами; стыковую – детали сваривают по всей площади касания (рис.). При точечной, рельефной и шовной К. с. детали нагреваются током до образования зоны взаимного расплавления; при стыковой К. с. торцы соединяемых деталей оплавляются (сварка оплавлением) или нагреваются до темп-ры, близкой к темп-ре плавления (сварка сопротивлением), в результате последующего сдавливания (осаживания) сварное соединение образуется по всей плоскости касания. К. с. соединяют детали из стали, железоникелевых, никелевых, титановых, алюминиевых, магниевых и медных сплавов. Толщина свариваемых листов может составлять от 0,02 до 20 мм, площадь стыковых соединений от 0,01 до 100000 мм2. К. с. осуществляют на контактных сварочных машинах, содержащих электрич. и механич. части, а также аппаратуру управления. Используются источники питания переменного тока пром. частоты, низкочастотные, постоянного тока, конденсаторные, переменного тока повышенной частоты (инверторного типа). Трансформатор сварочной машины понижает напряжение источника питания до 1–20 В. При К. с. используют электроды из сплавов меди для сжатия деталей и подвода к ним тока силой 1–200 кА. Сила сжатия 0,01–100 кН создаётся пневмогидроприводом, сервоприводом или рычажно-пружинным механизмом. Ток длительностью от 0,001 до 10 с включается контакторами с электронным управлением. Выпускаются стационарные, передвижные и подвесные контактные сварочные машины. К. с. широко применяется в автомобиле-, вагоно- и самолётостроении, строительстве, в приборостроении и микроэлектронике (для монтажа и герметизации полупроводниковых элементов и интегральных схем), а также при сооружении трубопроводов и бесстыковых ж.-д. путей, при изготовлении инструментов, герметичных ёмкостей, баков и др.